Aufgrund hoher Temperatur oder überhitzter Lötstellen beschädigte Teile, Lötspitzen und Lötkolben mit kurzer Lebensdauer, schlechte Auftragbarkeit des Lots…das hört sich vertraut an? Hier finden Sie Antworten auf häufig gestellte Fragen und Schwierigkeiten in Bezug auf das Handlöten.
Dies ist ein 25.01.2022 veröffentlichter Archiv-Artikel. Manche Informationen sind unter Umständen nicht mehr aktuell und entsprechen nicht mehr dem neuesten Stand. Bitte kontaktieren Sie uns bei Interesse.
Martin Brestovič
SOS electronic Product Specialist
Das Handlöten ist generell ein relativ einfaches Verfahren – zumindest auf den ersten Blick. Es stimmt, dass selbst Personen, die noch nie zuvor einen Lötkolben in Händen gehalten haben, nach einer kurzen Schulung schöne und gute Lötverbindungen herstellen können. Doch da Sie täglich Lötstellen, Teile und Materialien verschiedener Größen löten, wissen Sie, dass es oftmals fast schon ein Meisterwerk ist, eine zuverlässige und visuell ansprechende Lotverbindung zu erreichen.
Sei es ein Prototyp, eine Vorproduktionsreihe oder eine laufe Produktionsreihe – eine verlässliche Lötverbindung ist in allen Projektphasen von entscheidender Bedeutung. Abb.
Was ist ein Lötstelle?
Es handelt sich um eine elektrisch leitfähige Verbindung zweier Drähte, Oberflächen, Buchsen, Adern/Pins usw. unter Verwendung von geschmolzenem Metall. Diese Verbindung hat in der Mehrzahl der Fälle auch eine Befestigungsfunktion, wobei Komponenten oder Leiter mechanisch fixiert werden, sodass die Komponenten mit Ausnahme von vibrationsintensiven Anwendungen nicht zusätzlich abgestützt werden müssen.
Auch ohne allzu tief in die Materie der Chemie und Metallurgie vorzudringen und die Metalleigenschaften zu erforschen, lässt sich schlussfolgern, dass geschmolzenes Lot (kolloidales Zinn) eine intermetallische Übergangsschicht bildet, die Elemente des Lots selbst sowie Elemente, die Bestandteil der gelöteten Oberfläche (oftmals Kupfer) sind, enthält.
Lot
Lote sind in sogenannte weiches und hartes Lot unterteilt. Bei der Klassifizierung geht es jedoch nicht um mechanische Festigkeit oder Weichheit. Es geht um die Schmelztemperatur des Lots. Weiches Lot hat einen Schmelzpunkt unter 500 °C und in der Elektronik werden fast ausschließlich weiche Lote verwendet.
Weiche Lote bestehen praktisch immer aus zwei bis drei Hauptmetallen und Additiven. Ein sehr geringer Anteil enthält zudem verschiedene Mikrolegierungsbestandteile, die üblicherweise nicht vom Hersteller angegeben werden, da diese zum Fertigungs-Know-how gehören und wesentliche Auswirkungen auf das Lötverhalten haben.
Auch wenn herkömmliches bleihaltiges Lot sowie bleifreies Lot (aufgrund der meist sehr kurzen Lötstellen) eine schlechtere elektrische Leitfähigkeit als Kupfer aufweist, muss dieser Faktor in der Praxis meist nicht berücksichtigt werden, sofern es sich nicht um Geräte handelt, die mit extrem hoher Stromstärke betrieben werden.
Seit vielen Jahrzehnten werden Zinn/Blei (SnPb)-Lote am häufigsten verwendet, oftmals in einem Verhältnis von 60:40 oder in Form von Sn63Pb37 usw., sowie eine kleine Menge zusätzlicher Metalle wie z. B. Kuper und sonstige Mikrolegierungsbestandteile.
Blei weist jedoch einen großen und gemeinhin bekannten Nachteil auf – es handelt sich um ein giftiges Schwermetall, das sich im Körper ansammelt, dass das Nervensystem sowie die Fortpflanzungsorgane usw. angreift. Infolge der Verabschiedung der sogenannten RoHS-Richtlinie wurde Blei deshalb (mit Ausnahme von verschiedenen Segmenten im Medizin-, Militär- und Automobilsektor) verbannt.
Auch wenn der Umstieg auf die bleifreie Technologie zu technologischen Komplikationen führte, war dies ein sehr guter Schritt für die Umwelt.
Warum gibt es Komplikationen mit „bleifreiem“ Lot?
Aufgrund dieses Umstiegs gab es plötzlich ca. 20-30 °C höhere Arbeitstemperaturen. Gleichzeitig waren die mechanischen und optischen Eigenschaften der Lötstellen anfangs nicht immer ideal. Die technologischen Merkmale von bleifreien Loten haben sich im Laufe des vergangenen Jahrzehnts jedoch erheblich verbessert und sowohl die Zuverlässigkeit als auch das Erscheinungsbild der Lötstellen haben größtenteils ein gutes Niveau erreicht. Der größte technologische Nachteil, der auf kurze Sicht nicht überwunden werden kann, ist die höhere Schmelztemperatur und die somit höhere thermische Belastung der Komponenten während des Lötens.
Daran haben sich jedoch auch die Hersteller der Bauteile angepasst. Heute ist es bspw. kein Problem mehr, SMD-Steckverbinder zu finden, die moderne Hochtemperaturkunststoffe verwenden, die bei solch hohen Temperaturen einem Reflow standhalten.
Was ist mit der Schmelztemperatur und warum liegt diese bei zinnbasierten, bleifreien Loten üblicherweise höher?
Das ist ein sehr interessanter Punkt. Am interessantesten hierbei ist, dass Legierungen, die zum Löten verwendet werden, bisweilen einen niedrigeren Schmelzpunkt haben als die Elemente, aus denen die Legierung besteht. Reines Blei hat bspw. einen Schmelzpunkt von 328 ° C und bei Zinn sind es 231,9 ° C. Die Sn63Pb37-Legierung hat jedoch einen Schmelzpunkt von nur 183 ° C (!).
Die gängige und bekannte bleifreie Legierung Sn96.5Ag3Cu0.5 (sogenannte SAC305) hat einen Schmelzpunkt von 217-218 ° C und entbehrt somit anscheinend der positiven Wirkung von Blei in der Legierung zur Senkung der Schmelztemperatur. Wer nach einer Erklärung für dieses Phänomen sucht, wird unter Eingabe der Wörter
„eutectic“ (eutektisch) und „phase diagram of metals“(Phasendiagramm von Metallen) in die Suchmaschine fündig.
Warum wird die Schmelztemperatur manchmal als Intervall anstatt als spezifischer Einzelwert angegeben?
Auch dies ist ein interessanter Punkt. Wenn wir den Schmelzpunkt von 183-190 °C in der Tabelle für die Sn60Pb40-Legierung finden, bedeutet dies, dass das Metall selbst bei Temperaturen von nur 183 °C scheinbar flüssig ist, doch hierbei gibt es ein großes ABER – es gibt noch einen signifikanten Anteil ungelöster Kristalle. Das ganze Metall löst sich erst nach einer Erhitzung über 190 °C auf und dies ist im Wesentlichen die Mindesttemperatur, die an der gelöteten Stelle erreicht werden soll, damit die entstehende Stoffverbindung die gewünschte Qualität aufweist. Metallurgie-Experten mögen diese sehr vereinfachte Erklärung entschuldigen, doch ich halte dies zur Erläuterung für hinreichend.
Nur mit der sogenannten eutektischen Legierung (Metallverhältnis) ist dieser Intervall so eng, dass der Schmelzbereich im Wesentlichen eine Temperatur (keinen Intervall) aufweist.
Ausgehend davon wird Ihnen wahrscheinlich klar, dass dieses meist breitere Schmelzintervall einer der Faktoren ist, die sich auf die Bildung sogenannter kalter Lötstellen mit schlechterer Leitfähigkeit auswirken können. Für den Bediener mag es so aussehen, als ob die Lötstelle bereits irgendwie geschmolzen ist, doch der Schmelzvorgang ist möglicherweise nicht ideal abgelaufen. Glücklicherweise liegen die Temperaturen, die in der Praxis beim Handlöten üblich sind, deutlich über der Schmelztemperatur des Lotes. Daher betrifft dieses Risiko nur Lötstellen, die sehr viel Wärme ableiten und lange zum Aufheizen benötigen – wie nachstehend im Artikel erläutert.
Flussmittel oder der Grund für Lötdampf während des Lötens...
Vielleicht haben Sie (vor allem die Älteren unter Ihnen) schon mal von einem flussmittelfreien Lötdraht gehört. Falls Sie diesen Lötdraht ausprobiert haben, war das Ergebnis vermutlich eher schlecht.
Tatsächlich gibt es fast immer mindestens eine mikroskopische oxydierte Schicht auf der Metalloberfläche, die eine gute Verteilung des Lots verhindert. Selbst wenn die Lötstelle vor dem Löten vollständig sauber ist, bildet sich bei der üblichen Löttemperatur nahezu augenblicklich eine dünne Oxidschicht. Gleichzeitig wird das Lot teilweise oxidiert, was zur Entstehung von Schlacke führt und die Bindungseigenschaften weiter verschlechtert.
Zum Entfernen der winzigen Oxidschicht gilt es, während des Lötens eine Oxidation zu verhindern und Sorge für eine bestmögliche Benetzbarkeit, d. h. Verteilung des Lots, zu tragen. Dies sind die wesentlichen Aufgaben des Flussmittels, das heutzutage in fast jedem Lötdraht enthalten ist.
Seit jeher ist Harz, eine Substanz, die von Nadelholzbäumen gewonnen wird, das wichtigste und am häufigsten verwendete Flussmittel.
Kolophonium ist somit ein natürliches Material mit einem relativ angenehmen Duft (den manche Menschen sogar unwiderstehlich finden). Kolophonium-Lötrückstände sind nicht korrosiv und können auf der Leiterplatte bleiben. Während des Lötens ist das Kolophonium jedoch recht rauchintensiv und dessen Rückstände sind nur in einer relativ trockenen Umgebung harmlos. In einer feuchten Umgebung durchläuft Kolophonium einer Hydrolyse und kann leicht korrosiv sein.
Hersteller haben schrittweise viele weitere kolophoniumbasierte Flussmittel entwickelt, allerdings auch Flussmittel auf Basis anderer Harze oder vollständig synthetische Stoffe. Kolophoniumbasierte Flussmittel sind nach wie vor beliebt und haben ihren Platz, obgleich es viele synthetische Flussmittel auf dem Markt gibt, welche die Eigenschaften von kolophoniumbasierten Typen übertreffen.
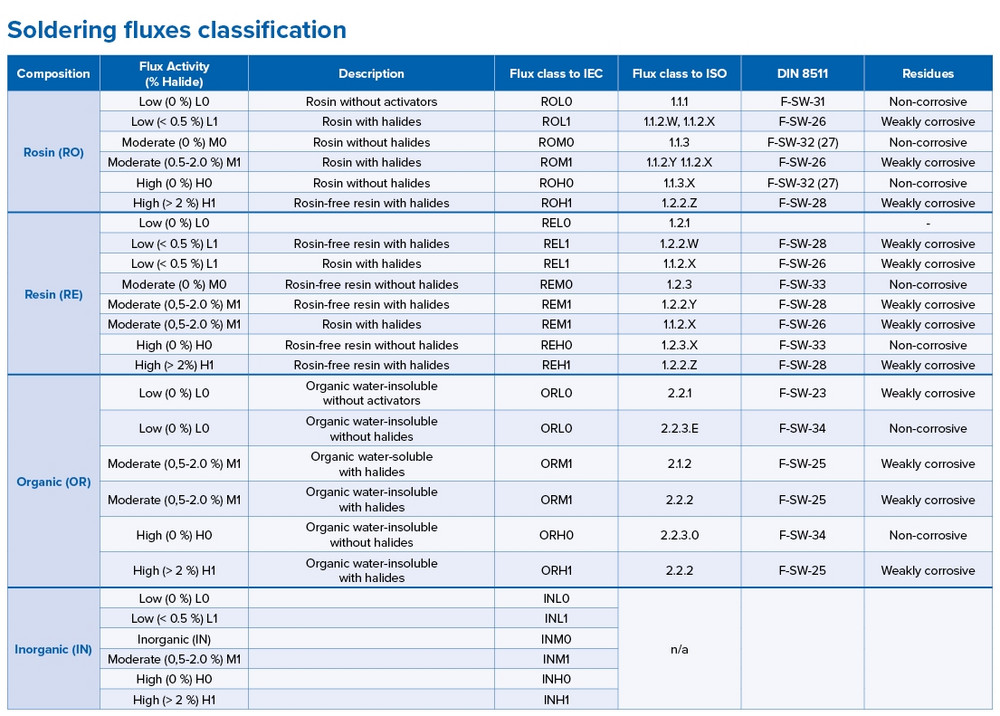
Die genaue Flussmittelspezifikation ist stets in dem technischen Datenblatt des Flussmittels oder des Lötdrahts, der das Flussmittel enthält, zu finden. Praktischerweise wird das Flussmittel immer nach DIN EN 29454-1 (z. B. Typ 1.1.2), J-STD-004 (z. B. ROM1) oder gemäß Norm DIN 8517 (z. B. F-SW26) beschrieben. In diesem Beispiel entspricht Typ 1.1.2. ungefähr Typ ROM1 oder F-SW26.
Die gängigsten Flussmittelarten zum Weichlöten
Damit Sie eine bessere Vorstellung davon bekommen, haben wir eine übersichtliche Tabelle mit den am häufigsten verwendeten Flussmittelarten für Sie, die nach den Normen J-STD-004 sowie DIN 8517 und ihren wesentlichen Eigenschaften gekennzeichnet sind.
Wo treffen wir auf Flussmittel?
Flussmittel im Bereich von 1 bis 3,5 % sind typischerweise im Lötdraht enthalten. Natürlich sind sie auch separat in flüssiger Form und, weniger häufig, in einer vor allem für Reparaturen geeigneten gel- oder pastenähnlichen Form erhältlich.
Flüssige Flussmittel werden zum größten Teil für das Wellenlöten verwendet. Beim manuellen Hinzufügen von wenigen THT-Komponenten (Durchsteckmontage) auf eine Leiterplatte ist diese Flussmittelart üblicherweise nicht erforderlich, da das Flussmittel bereits im Lötdraht enthalten ist.
Es sollte nicht unerwähnt bleiben, dass viele Flussmittel auch Halogenide enthalten, vor allem solche, die auf das Löten nicht vollständig gereinigter Oberflächen und auf das Löten dickerer Lötstellen (z. B. Motorklemmen, Lichtmaschinen usw.) ausgelegt sind. Halogenide haben erhebliche „bereinigende“ und benetzende Eigenschaften, in höheren Konzentrationen können sie jedoch korrosiv sein. Deshalb ist der Halogenidgehalt stets ohne Weiteres an der Klassifizierung des Flussmittels zu erkennen.
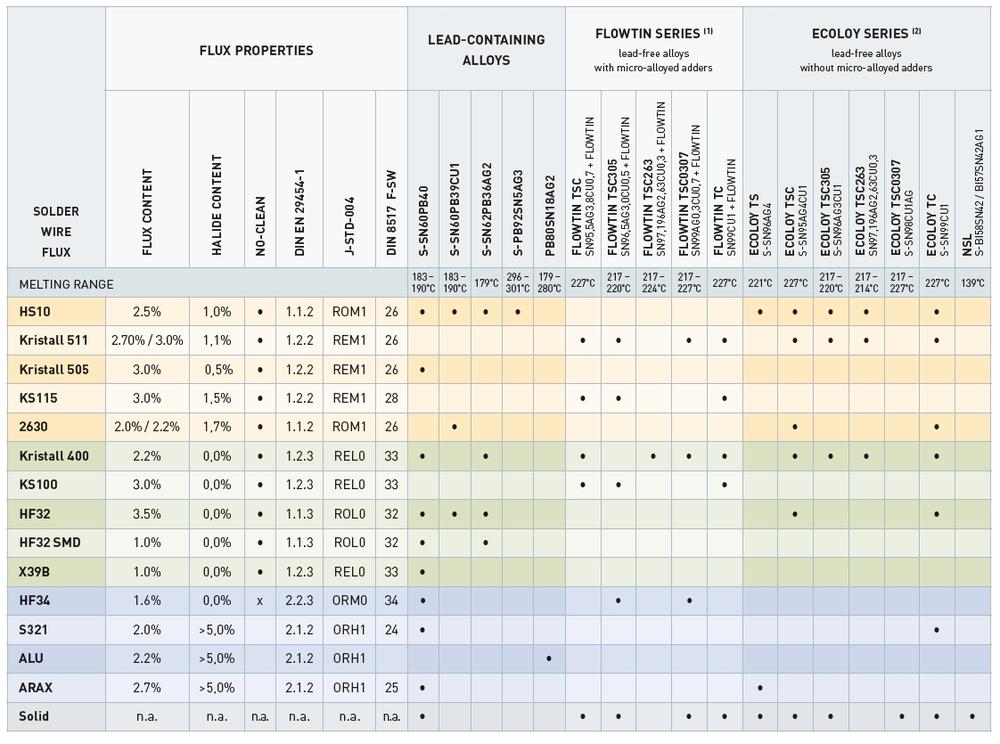
Flussmittel tragen normalerweise verschiedene Vermarktungsnamen z. B. HS10, KRISTALL 400, TELECORE HF 850 usw.. Im Hinblick auf die Wirkungs- und Prozesseigenschaften kann es beträchtliche Unterschiede zwischen Flussmitteln geben, welche dieselbe Klassifizierung aufweisen, aber von verschiedenen Herstellern stammen. Weitere Informationen über Flussmittel und deren Kennzeichnung finden Sie auf unserer Website in unserem Artikel
“Finden Sie das richtige „Zinn“ für Sie”. Woran sind die Flussmittelinformationen aus dem Lotnamen abzulesen?
Nach Lesen dieses Textes ist klar, dass sich der vollständige Name des Lötdrahts immer aus dem (kommerziellen) Namen des Flussmittels und der Legierungszusammensetzung, ggf. dem prozentualen Anteil des Flussmittels zusammensetzt (z. B. KRISTALL 400 Sn96.5Ag3Cu0.5, 2,2 %).
Haben alle Lötdrähte das gleiche Spritzverhalten?
Von Hand gelötete Leiterplatten werden bekanntermaßen mit Flussmittelrückständen verunreinigt, die im Lötdraht enthalten sind, da viele Flussmittel mehrere Zentimeter im Umkreis der Lötstelle verspritzt werden.
Es gibt allerdings verschiedene Typen mit wenig Flussmittelspritzen auf dem Markt. „Spritzerarme“ Flussmittel mit geringer Rauchbildung sowie einer geringen Menge lichtdurchlässiger und nichtklebriger Rückstände. Zu den gemeinhin bekannten Flussmitteln zählen z. B. Kristall 400,
Kristall 511, Trilence, Telecore HF 850 u.v.m..
Wir haben ein passendes Lot, also löten wir los......
Ein geeignetes Lot und saubere (nicht oxidierte) Oberflächen (Komponentenauslässe) sind wesentliche Voraussetzungen für gute Lötverbindungen. Nachvollziehbarerweise gibt es noch ein technologisches „Minimum“, das wir erfüllen sollten, um das ideal Ergebnis zu erzielen.
Lötstation
Im Prinzip reicht es aus, sich darauf zu verlassen, dass die Lötspitze die eingestellte Temperatur mit so wenig wie möglichen Abweichungen aufweist. Gleichzeitig sollte die Wärmeübertragung von der Wärmequelle zur Lötspitze so gut wie möglich sein. In der Praxis werden diese scheinbar einfachen Anforderungen nur von qualitativ hochwertigen Loten von renommierten Herstellern erfüllt. Vor allem die bestmögliche Wärmeübertragung zur Lötspitze und anschließend zur Lötstelle ist eine echte Herausforderung.
Warum ist es häufig so schwierig, eine Verbindung zu überhitzen, obwohl 380 °C auf dem Display steht, was etwa 150 °C mehr sind als die bleifreie Löttemperatur?
Vielleicht kennen Sie die Antwort – aufgrund der geringen Leistung oder, was noch häufiger der Fall ist, aufgrund der unzureichenden Wärmeübertragung vom Heizelement zur Lötspitze und anschließend zur Lötstelle. Die Kupferfläche im Umkreis der Lötstelle, perforierte Löcher, Leiterplattenmaterial, Auslässe bilden allesamt die Masse, welche die Lötspitze über die Schmelztemperatur erhitzen muss. Außerdem wirken diese Bestandteile wie Miniaturkühlelemente mit relativ guter Wärmeableitung während des Lötens.
Die Wärmeübertragung vom Heizelement zur Lötspitze ist ein Merkmal, das wir nicht beeinflussen können, passende Lötstationen und Lötkolben können jedoch hilfreich sein. Seriöse Hersteller wie bspw. das Unternehmen Weller, das sich bei uns sehr bewährt hat, stellen einen Vergleich zu ihren Modellen und eine Auswahltabelle entsprechend der Lötstellengröße zur Verfügung.
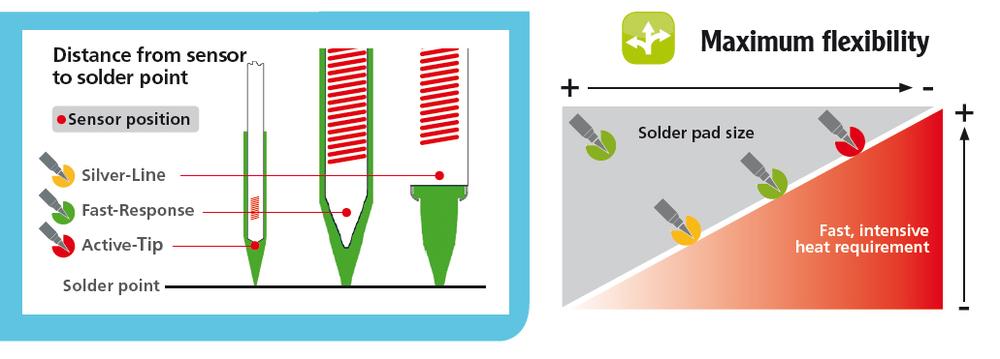
Was wir beeinflussen können, ist die Auswahl der richtigen Lötspitze. Grundsätzlich sollte die Lötspitze ungefähr so groß sein wie die Lötstelle. Anders gesagt, die Lötspitze sollte so groß sein, dass wir diese für eine bestimmte Lötstelle verwenden können. Je besser die Wärmeübertragung vom Heizkörper zur Lötspitze, desto weniger Temperatureinsatz ist möglich. Dies ist ein großer Vorteil, wie nachfolgend zu sehen ist... Aus physikalischer Sicht weisen kurze und dicke Lötspitzen die besten wärmeleitenden Eigenschaften auf. Die Spitze selbst kann natürlich relativ dünn sein, sodass diese ohne Weiteres zum Löten von 0603- oder 0402-SMT-Teilen (Oberflächenmontage) verwendet werden kann.
Aus Sicht des Designs bietet eine Konstruktion, bei der das Heizelement zusammen mit dem Temperatursensor direkt in die Spitze integriert ist, die ideale Wärmeübertragung vom Heizelement zur Spitze. Die einzelnen Bestandteile bilden somit eine Einheit, die sogenannte „Kartusche“, oder, wie Weller sie nennt, die „aktive Lötspitze“.
Diese Konstruktion ermöglicht es selbst relativ kleinen Lötspitzen, eine große Wirkkraft auf die Lötstelle zu übertragen. Weitere Informationen hierzu erfahren Sie in unserem Artikel.
Dies ist vermutlich die wichtigste Regel bei der Auswahl der Lötspitze. Die Praxis zeigt, dass eine kurze konische Spitze, die nach oben hin relativ dünn, flach, meiselförmig zuläuft, üblicherweise die beste Wahl ist. Ein Beispiel für eine solche Lötspitze ist Typ LT A Weller.
Warum ist es empfehlenswert, die Lötspitze nicht zu sehr zu erhitzen?
Selbst gleichgroße Lötstellen haben bekanntermaßen wesentlich unterschiedliche Wärmeanforderungen. Am komplexesten sind üblicherweise Masseverbindungen mit einer großen Kupferoberfläche und plattierten Durchsteckverbindungen (sogenannte Durchkontaktierungen), vor allem in Mehrlagenleiterplatten.
Dünne und lange Lötspitzen sind in solchen Fällen üblicherweise nicht hilfreich, da sie nicht genug Hitze für die anspruchsvollen Lötstellen liefern. Die Bedienungsperson „hilft“ sich oftmals selbst, indem sie eine hohe Temperatur einstellt. Temperaturen über 380-400 °C gelten als hohe Temperatur für längere Lötarbeiten. Bei diesen Temperaturen oxidieren die Lötspitze und das Lot an der Spitze sehr schnell, sodass eine relativ häufige Reinigung erforderlich ist und die Lebensdauer von Lötspitze und Heizkörper im Lötkolben erheblich verkürzt werden.
Gleichzeitig werden kleine Lötverbindungen mit geringem Erhitzungsbedarf unnötigerweise einem hohen Temperaturschock ausgesetzt, wenn sich die Bedienungsperson beim Löten von größeren THT-Verbindungen sowie Miniatur-SMD-Komponenten (mit der gleichen Lötspitze) „das Leben einfacher machen und die Produktivität steigern möchte“.
Demgegenüber ermöglichen dickere und kürzere Lötspitzen in Kombination mit einer guten Wärmeübertragungstechnik vom Heizkörper zur Lötspitze die Nutzung einer Temperatur von 330-360 °C (manchmal weniger) für die gleichen Lötstellen, während die Lebensdauer von Lötspitze und Heizkörper signifikant höher ist. Die Lötspitze oxidiert nicht so schnell, sodass diese nicht so häufig gereinigt werden muss und die Komponenten sind einem geringeren Temperaturschock ausgesetzt. Darüber hinaus entstehen weniger Rauch und Lötmittelspritzer beim Löten.
Die Lebensdauer des Heizelements ist ein relativ sensibles Thema, insbesondere wenn es um Reklamationen geht. Alle Hersteller auf der Welt sehen das Heizelement als „Verbrauchsmaterial“ – ein Serviceteil, das normalerweise allgemein verfügbar ist und von erfahrenen Benutzern selbst ausgetauscht werden kann. Ein Heizelement mit einer Lebensdauer von vielen Jahren kann nach dem heutigen Stand der Technik nicht hergestellt werden, auch wenn der Griff bei der maximalen Temperatur, die in der Regel 450-500°C beträgt, verwendet wird. Damit die Spitze eine solche Temperatur erreicht, muss die tatsächliche Temperatur des Heizelements noch höher sein. Und dies sind bereits so hohe Temperaturen, dass die Lebensdauer der Lötspitze deutlich verkürzt wird. Im Extremfall, wenn das Lot den ganzen Tag bei voller Leistung und bei maximaler Temperatur verwendet wird, kann die Lebensdauer der Spitze nur wenige Wochen betragen. Hersteller akzeptieren solche Reklamationen in der Regel nicht, da sich der Gebrauch am Gesamtzustand des Griffs ablesen lässt.
Obwohl praktisch alle heutigen Lötkolben eine Einstellung der Temperatur auf 450°C ermöglichen, raten wir dennoch ausdrücklich davon ab, einen solchen Ansatz zu verfolgen. Benutzer tun dies normalerweise nur, um eine zu kleine Lötspitze oder einen unzureichend starken Griff für eine bestimmte Lötstelle auszugleichen.
Warum müssen die Lötspitzen gereinigt werden?
Wenn eine neue Lötspitze einen Lötdraht berührt, verteilt sich das Lot üblicherweise schön gleichmäßig an der ganzen Lötspitze. Nach einer gewissen Zeit wird ein Teil der Stelle der Lötspitze, welche die Lötverbindung nicht berührt, mit einer Schicht von Oxiden und Flussmittelrückständen bedeckt, sodass der Bereich, auf dem sich das Lot befindet, schrittweise immer kleiner wird.
In extremen Fällen, wenn bereits die gesamte Lötspitze oxidiert ist, löst sich das Lot von der Lötspitze ab. Obwohl das Lot geschmolzen werden kann, löst sich das Lot ab als ob es imprägniert worden wäre...
Deshalb muss die Lötspitze gereinigt werden. Zunächst nur sanft, vorzugsweise
trocken mit Messingwolle, die üblicherweise Bestandteil der Lötkolbenhalter ist. Alternativ dazu kann ein nur sehr leicht angefeuchteter Schwamm verwendet werden.
Falls das nicht ausreicht, ist der sogenannte Lötspitzenregenerator eine große Hilfe, z. B. der Lötspitzenaktivator von Weller, der die Lötspitze in einem Schritt reinigt und verzinnt.
Doch auch diese Lötspitzenregeneratoren funktionieren nur bis zu einem bestimmten Verunreinigungsgrad. Wenn die Lötspitze sehr verschmutzt ist, hilft nur eine sanfte und sorgfältige mechanische Reinigung (es sind auch spezielle Feinbürsten und Schleifsteine z. B. Weller WDC 2 Kit ....) erhältlich.
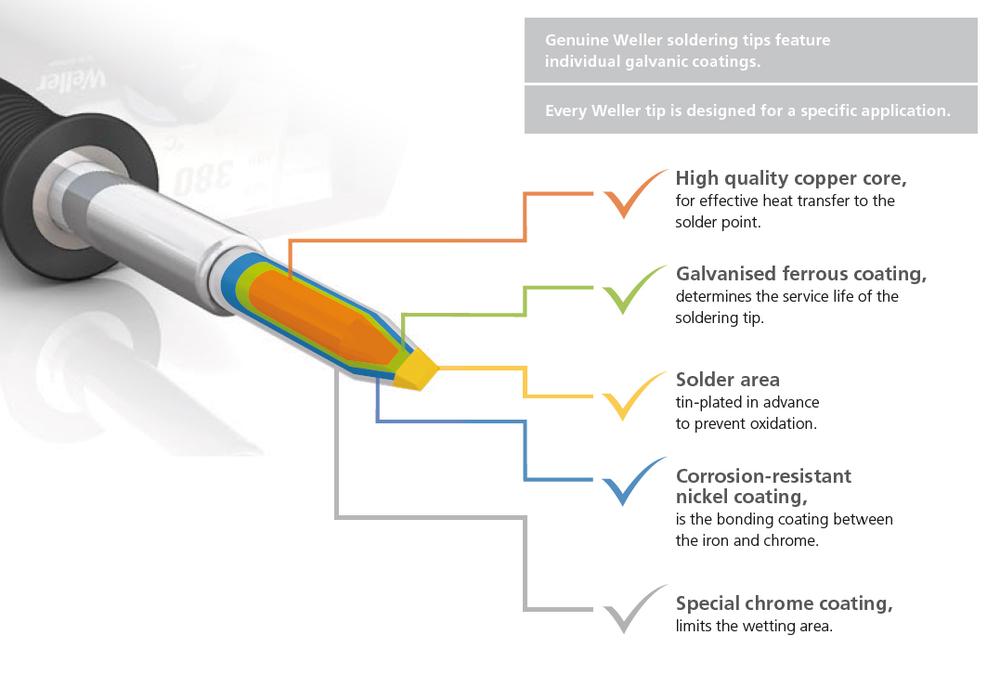
Der Kern besteht üblicherweise aus Kupfer sowie einer Schicht Eisen gefolgt von Nickel. Falls die Oberflächenschicht beschädigt ist oder falls die Lötspitze eine winzige Einkerbung aufweist, ist keine Reinigung möglich und Ersatz erforderlich.
Es sollte beachtet werden, dass die Dicke der Nickelschicht und die Bauweise der Lötspitze von Hersteller zu Hersteller recht verschieden sein können und dass die Lötspitzen von Originalherstellern in den allermeisten Fällen die längste Haltbarkeit aufweisen.
Ist es möglich, die Oxidation der Lötspitze zu verhindern?
Die Oxidation lässt sich nicht vollständig verhindern, sie kann jedoch erheblich verringert werden. Eine einfache und überaus effektive Methode ist, ein wenig Lot auf der Lötspitze zu belassen. Das heißt, dass es sich empfiehlt, in jeder Lötpause, bei der der Lötkolben in das Gestell gesteckt, die Lötmaschine jedoch nicht aus- oder in Stand-by geschaltet wird, etwas Lot auf die Lötspitze aufzutragen. Dieses Lot wird nach wenigen Minuten abgebaut, erfüllt jedoch seinen Zweck zum Schutz der Lötspitze. Vor dem Löten reicht es demnach aus, die Lötspitze mit einem Messingschwamm abzuwischen, um eine saubere Lötspitze mit guter Benetzbarkeit zu erreichen.
Eine saubere Lötspitze ist ebenfalls ein großer Vorteil im Hinblick auf die bereits erwähnte Wärmeübertragung, da eine schmutzige Lötspitze, die das Lot nur auf einer kleinen Fläche der Lötspitze hält, eine wesentlich kleinere Kontaktfläche für die Wärmeübertragung von der Spitze zur Lötstelle aufweist.
Wie lange soll ich die Leiterplatte erhitzen?
Einsteiger und Laien berücksichtigen üblicherweise nicht die Zeit (Dauer) des Lötens und eine Lötdauer von 5-10 Sekunden an einer Lötstelle ist nicht ungewöhnlich. Natürlich ist das bereits eine lange Zeit. Auf der anderen Seite gibt es üblicherweise Bedienungspersonen, die pro Stück bezahlt werden, also für die Anzahl von Leiterplatten, die in einer vorgegebenen Zeit bearbeitet werden. Diese Profis neigen dazu, die Zeit auf ein Minimum von teils weniger als einer Sekunde zu beschränken, was üblicherweise auf Kosten sehr hoher Arbeitstemperaturen sowie eines kürzeren Lötspitzen- und Lotlebens geht und die Komponenten zudem einem hohen Temperaturschock aussetzt. Das Ergebnis ist jedoch auch, dass solche Lötverbindungen eine geringere Qualität in punkto Technik aufweisen.
Echte Profis haben bereits ihr eigenes bewährtes Verfahren und unter Ihnen, den Lesern, befindet sich sicherlich ein Technologe von einem EMS-Unternehmen, der diese Sache bis ins kleinste Detail ausgetüftelt hat. Weniger erfahrenen Anwendern können wir mitteilen, dass die empfohlene Dauer, in der die Lötspitze die Lötstelle berührt, bei 1,5-3 Sekunden liegt.
Falls es erforderlich ist, die Lötverbindung wesentlich länger zu erhitzen, betrifft dies üblicherweise eine gering eingestellte Temperatur oder, was wahrscheinlicher ist, eine unpassende Lötspitze / Stromversorgung für die jeweilige Spitze.
Bei Betrachtung eines typischen Temperatur- / Zeitschaubilds für das Reflow-Löten, stellen wir fest, dass SMT-Komponenten eine große Beständigkeit aufweisen. Vor allem wenn hauptsächlich mit SMT-Komponenten gearbeitet wird, lässt sich sagen, dass diese im Vergleich zu etwas längerem Löten bei angemessener Temperatur belastbarer für Temperaturschocks durch zu heiße Lötspitzen (extrem steiler Temperaturanstieg einer Komponente in kurzer Zeit) sind.
Was ist, wenn eine kurze und dicke Lötspitze nicht genug Hitze liefert?
In dem Fall liefert der Lötkolben / die Lötstation offensichtlich nicht genug Hitze. Anders gesagt, es ist ein Lötkolben / eine Lötstation mit mehr Leistung erforderlich.
In der Praxis gibt es bspw. einen großen Unterschied zwischen typischen 80-W-Werkzeugen (z. B. Weller
WSP80) und 120 / 150-W-Werkzeuge wie z. B.
WXP120.
Es gibt jedoch bekanntermaßen ein weiteres hilfreiches Gerät – die (untere) Heizplatte.
Dank der Heizplatte kann die gesamte Leiterplatte auf eine bestimmte Temperatur erhitzt werden, die noch vollständige Sicherheit für andere Komponenten auf der Leiterplatte gewährleistet und folglich die erforderliche Leistung des Lötwerkzeugs erheblich verringert.
Wenn die Leiterplatte auf nur 100-120 °C erhitzt wird, können plötzlich auch Masseverbindungen mit großer Kupferfläche problemlos gelötet werden. Darüber hinaus verringert die Heizplatte den thermischen Schock für die Komponenten und ist somit ein überaus praktisches Zubehör für das Handlöten.
Kann noch etwas für die Lebensdauer von Lötspitzen und Lötstation getan werden?
Ja. Falls der Lötkolben dies ermöglicht, empfehlen wir die Verwendung des Stromsparmodus (Temperaturreduktionsmodus), wenn nicht gelötet wird.
Wenn die Lötspitzentemperatur bspw. während Pausen auf 150 °C verringert wird, heben wir faktisch die Bildung von Oxiden während des Nichtlötens auf und erhalten gleichzeitig eine ausreichend hohe Temperatur, sodass der Anstieg auf ca. 350°C wesentlich schneller erfolgt als wenn von Raumtemperatur begonnen wird.
Manche Lötkolben nutzen eine Energieleistungsüberwachung, um in den Stromsparmodus zu schalten, manche Lötkolben haben einen Mikroschalterstand (oder ermöglichen den Kauf eines solchen Stands, z. B. WDH10T) und manche Lötkolben verfügen über einen hochmodernen Bewegungssensor im Lötkolben (z. B. die gesamte WX-Lötkolbenserie und Weller WTP90).
Wenn diese Grundannahmen berücksichtigt werden, sind wir prinzipiell auf einem guten Weg, zuverlässige Lötstellen zu erreichen:
- Wählen Sie ein geeignetes Lot mit guter metallischer Zusammensetzung sowie gutem metallischem Gehalt und Flussmitteltyp aus
- Löten Sie nur saubere und nicht oxidierte Oberflächen / Anschlüsse
- Falls die Lotoberfläche nicht ideal ist, kann ggf. ein aggressiveres Flussmittel verwendet werden, es ist jedoch höchstwahrscheinlich erforderlich, die Rückstände von der Leiterplatte abzuspülen
- Verwenden Sie eine qualitativ hochwertige Lötstation mit zuverlässiger Temperaturmessung und guter Wärmeübertragung vom Heizkörper zur Lötspitz
- Verwenden Sie größt- und kürzestmögliche Lötspitze für eine bestimmte Lötstelle
- In vielen Fällen ist die Heizplatte (Bodenheizung) fast schon ein Wundermittel für das Löten problematischer Lötstellen mit hohem Hitzebedarf
- Lötspitzen von Originalherstellern sind in den allermeisten Fällen besser und ökonomischer aufgrund ihrer höheren Langlebigkeit
- Wenden Sie keine übermäßig hohen Temperaturen an, um die Auswahl nicht idealer Lötspitzen auszugleichen
- Halten Sie die Lötspitze sauber und stets verzinnt
Wir glauben, dass Ihnen unsere Einblicke für ein besseres Löten behilflich sein werden. Falls Sie weitere Fragen haben, auf die wir in dem Artikel nicht eingegangen sind, helfen wir Ihnen gerne über info@soselectronic.com weiter. Wir bieten Ihnen auch Direktschulungen an, so wie bspw. folgenden Kunden.
„Durch die Schulung haben wir einen echten Überblick über den Zusammenhang einzelner manueller Verzinnungsaktivitäten erlangt. Demonstrationen, bei denen eine zu hohe Temperatur, eine zu niedrige Löttemperatur während der Verzinnung verursacht wurde, erwiesen sich als gute Veranschaulichung für unsere Angestellten, und ungeachtet unserer langjährigen Erfahrung in der Verzinnung wurde uns eine andere Sichtweise auf die Verzinnung eröffnet, mit der wir hoffentlich unseren Leistungsprozess verbessern können.“ Qess s.r.o.
„Die Anwender waren mit Form und Inhalt der Schulung vollständig zufrieden. Dank der Schulung konnten wir alle Angestellten durch das Löten, den Betrieb und die Wartung von Lötstationen begleiten. In unseren Berichten haben wir einen Schrottrückgang aufgrund von Kaltlötstellen und Kurzschlüssen verzeichnet. Wir haben viele neue Mitarbeiter seit Ihrem Besuch und wir überlegen uns, an diese Schulung anzuknüpfen, damit wir das ganze Team wieder auf einem Standard haben.” GE Energy Slovakia s.r.o.
Haben Sie Interesse an weiteren Informationen zu Produkten von Weller oder an einer technischen Beratung für die Produktauswahl?
Oder haben Sie sonstige Fragen? Füllen Sie einfach das folgende Formular aus und wir helfen Ihnen gerne weiter.
Der Artikel wurde aktualisiert am 25.01.2022. Der Originalartikel wurde erstmals veröffentlicht am 25.04.2019.
Bei Veröffentlichung des Artikels auf Ihrer Webseite bitte die Quelle angeben: https://www.soselectronic.com/de/articles/weller/praktische-empfehlungen-fur-qualitativ-hochwertiges-und-effizientes-handloten-2297


















 WELLER")

 WELLER")
 TOOLCRAFT")

 WELLER")

 TOOLCRAFT")
 IDEAL-TEK")
 TOOLCRAFT")
 WELLER")


 ALPHA")



 TOOLCRAFT")