Piese deteriorate din cauza temperaturilor ridicate sau rosturi supraîncinse greșit, durata de viață redusă a vârfurilor și a instrumentelor de lipit, împrăștierea incorectă a materialului… Sună familiar? Aveți aici răspunsurile pentru câteva dintre cele mai des apărute întrebări și dificultăți privind procesul de lipire manuală.
Acesta este un articol arhivat și care a fost publicat în trecut 06.01.2022. Este posibil ca unele informații să nu mai fie de actualitate în raport cu evoluția tehnologică actuală. Vă rugăm să ne contactați în cazul în care sunteți interesat.
Martin Brestovič
SOS electronic Product Specialist
Lipirea manuală este, practic, o operațiune destul de simplă – cel puțin la prima vedere. Este adevărat faptul că, după un instructaj scurt, chiar și persoanele care nu au mai ținut în mână un ciocan de lipit înainte, pot face îmbinări corecte. Dar dumneavoastră, care lipiți zilnic tot felul de îmbinări de diferite dimensiuni, piese și materiale, știți că, de multe ori, a obține o lipitură corectă, care să fie și plăcută din punct de vedere estetic, înseamnă, aproape, a crea o operă de artă.
Fie că este vorba despre un prototip, o serie de pre-producție sau un ciclu de fabricație, o lipitură corectă este un element crucial în toate etapele proiectului. pic.
Ce înseamnă o îmbinare lipită?
Reprezintă legătura conductivă a două cabluri, suprafețe, prize, conductori/pini etc. folosind metal topit. Această legătură, în marea majoritate a cazurilor, are și o funcție de fixare, în care componenta sau conductorul se fixează mecanic, astfel încât, cu excepția aplicațiilor ce funcționează la vibrații mari, componentele nu mai necesită suport suplimentar.
Fără a ne pierde în detalii de chimie, metalurgie și explorarea proprietăților metalelor, putem spune că procesul de cositorire (folosind cositor) formează un strat de tranziție intermetalică ce conține elemente de cositorire în sine, precum și elemente conținute în suprafața lipită, de cele mai multe ori cupru.
Lipirea
Procedeele de lipire sunt împărțite în așa numitele lipire moale și lipire tare. În orice caz, această clasificare nu face referire la duritatea mecanică. Face referire la temperatura de lipire. Lipiturile moi au un punct de topire sub 500 °C, iar în electronică se folosește aproape exclusiv lipirea moale. Lipiturile moi sunt practic întotdeauna formate din două sau trei metale principale și materiale de adaos. În proporții foarte mici mai conțin și diferite ingrediente de microaliere, ingrediente ce sunt, de obicei ascunse de producător, deoarece fac parte din know-how-ul de fabricație și au un impact major asupra comportamentului lipiturii.
În trecut, timp de multe decenii, cel mai des s-au folosit lipiturile staniu/plumb (SnPb), adesea în proporție de 60:40 sau Sn63Pb37, etc., și cu o cantitate mică de metale suplimentare, precum cupru și ingrediente de microaliere.
Cu toate acestea, plumbul prezintă un dezavantaj major și binecunoscut – este un metal greu, toxic, ce se acumulează în organism, atacând atât sistemul nervos, cât și organele reproductive, etc. Așadar, după adoptarea unei directive cunoscute drept RoHS (Directiva privind restricţionarea la utilizarea anumitor substanţe periculoase în echipamente electrice şi electronice), plumbul a fost abandonat (cel puțin pentru anumite segmente cum ar fi el medical, cel militar și cel auto).
Deși tranziția la o tehnologie lipsită de plumb a presupus complicații tehnologice, per total a reprezentat un important pas înainte pentru protecția mediului.
De ce apar complicații când ne lipsim de plumb?
Odată cu această tranziție am ajuns brusc la temperaturi de lucru cu până la 20-30 °C mai mari. În același timp, proprietățile mecanice și optice ale îmbinărilor nu au fost ideale de la început. În orice caz, caracteristicile tehnologice ale lipiturilor fără plumb s-au îmbunătățit considerabil în ultimul deceniu, iar în prezent atât fiabilitatea cât și aspectul îmbinărilor sunt, în mare parte, la un nivel foarte bun. Cel mai mare minus tehnologic, pe care nu îl vom depăși prea curând, este temperatura de topire mai mare, respectiv stresul termic mai mare la care sunt supuse componentele în timpul lipirii.
Cum stă treaba cu temperatura de topire și de ce au lipiturile pe bază de staniu, dar fără plumb, de obicei, o temperatură de topire mai mare?
Păi, este foarte interesant. Cel mai interesant este faptul că, uneori aliajele folosite pentru lipire au un punct de topire mai jos decât elementele din care este compus aliajul. De exemplu, plumbul pur are un punct de topire de 328 ° C, iar staniul de 231.9 ° C. Cu toate acestea, aliajul Sn63Pb37 are un punct de topire de numai 183 ° C (!).
Comunul și binecunoscutul aliaj lipsit de plumb, Sn96.5Ag3Cu0.5 (așa-numitul SAC305) are un punct de topire de 217-218 ° C, aparent lipsindu-se de efectul pozitiv al plumbului de a reduce temperatura de topire. Pentru cei care vor să găsească o explicație pentru acest fenomen, vă recomandăm să introduceți cuvintele
"eutectic" și "diagrame de echilibru fazic" în motorul de căutare.
De ce temperatura de topire este, uneori, precizată drept interval și nu ca valoare unitară?
Din nou, un lucru cu adevărat interesant. În cazul în care, de exemplu, găsim în tabel punctul de topire de 183-190 °C pentru aliajul Sn60Pb40, acest lucru înseamnă că, chiar și la o temperatură redusă, precum 183 °C, metalul va părea a fi lichid, dar există și un mare DAR – va exista, totuși, o cantitate semnificativă de cristale nedizolvate. Întregul metal se va dizolva numai în urma încălzirii la o temperatură de peste 190 °C și este, practic, temperatura minimă la care îmbinarea brazată ar trebui să ajungă astfel încât legătura rezultantă să ajungă la calitatea dorită. Specialiști în metalurgie, vă rog să mă scuzați, aceasta este, bineînțeles, o explicație extrem de simplificată, dar cred că ajunge pentru a clarifica lucrurile.
Numai cu așa-numitul aliaj eutectic (raport metal) acest interval este atât de mic încât plaja de topire reprezintă, de fapt, o singură temperatură (nu un interval).
Fluxul sau motivul pentru care apar fumuri în timpul procesului de lipire...
Poate uneori ați dat peste sârme de lipire fără flux (în special cei născuți cu ceva timp în urmă). Dacă ați încercat să o lipiți, probabil rezultatul obținut a lăsat multe de dorit. De fapt, aproape întotdeauna există cel puțin un strat microscopic de oxidare pe suprafața metalică, ce previne distribuirea corectă a materialului. Chiar dacă îmbinarea este curățată perfect înainte de lipire, la temperatura la care se efectuează, în mod normal, lipitura, un strat subțire de oxid se formează aproape imediat.
În același timp, lipitura se oxidează și ea, parțial, producând zgură, lucru care deteriorează și mai tare proprietățile de lipire. A înlătura stratul subțire de oxid, a preveni oxidarea în timpul lipirii și a asigura cea mai bună umectabilitate, mai exact distribuirea lipiturii, acestea sunt sarcinile principale ale fluxului, astăzi inclus în aproape orice sârmă de lipit.
În trecut, principalul constituent al fluxului, încă des folosit, era colofoniul (sacâzul), o substanță obținută din rășina arborilor coniferi.
Colofoniul este un material natural, cu un miros relativ plăcut (pentru anumite persoane chiar irezistibil). Reziduurile lipiturilor cu colofoniu nu sunt corozive, și rămân pe PCB. Cu toate acestea, în timpul lipirii, colofoniul este destul de bogat în fumuri, iar reziduurile sale sunt periculoase numai într-un mediu relativ uscat. Într-un mediu umed, acestea fac obiectul hidrolizei, și pot fi doar ușor corozive.
Producătorii au început, treptat, să producă multe alte tipuri de fluxuri pe bază de colofoniu, dar și pe bază de alte rășini sau compuși complet sintetici. Fluxurile pe bază de colofoniu sunt încă populare și își au locul lor, însă piața oferă în prezent multe fluxuri sintetice care au depășit proprietățile celor pe bază de colofoniu.
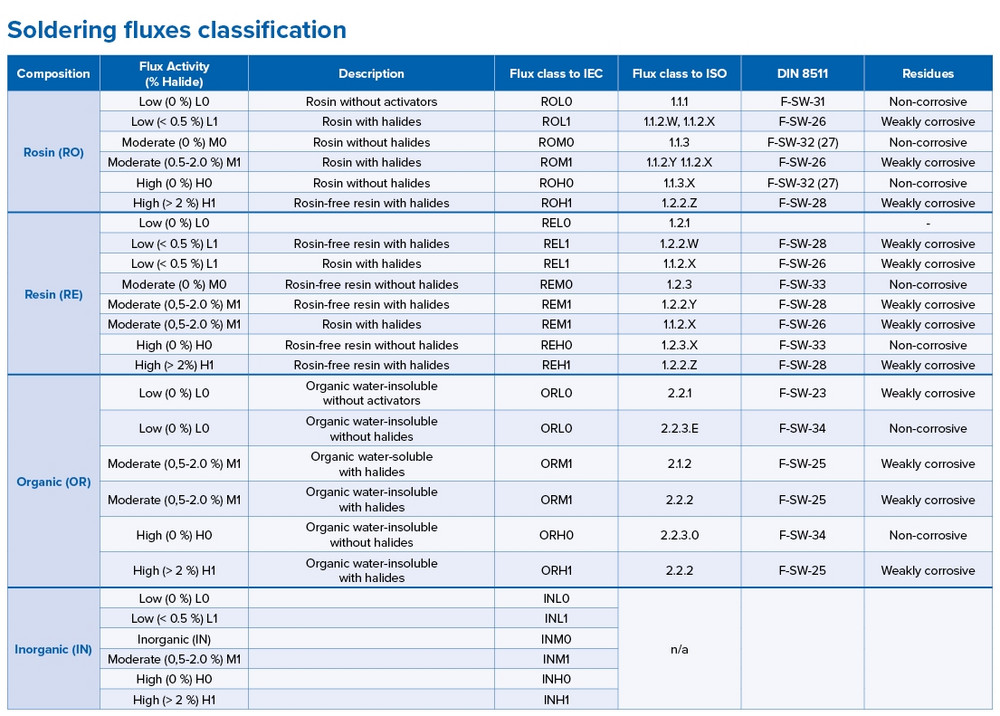
Putem întotdeauna găsi specificațiile exacte ale fluxului în fișa tehnică a fluxului sau a sârmei de lipire care conține fluxul, iar acestea sunt practic tot timpul descrise fie în conformitate cu DIN EN 29454-1 (eg tipul 1.1.2), J-STD-004 (eg ROM1) sau în conformitate cu standardul DIN 8517 (eg F-SW26). În acest exemplu, tipul 1.1.2. corespunde în mare tipului ROM1 și F-SW26.
Unde găsim fluxurile?
Fluxurile sunt, de obicei, incluse în sârma de lipire, în proporție de 1-3.5%. Bineînțeles, acestea sunt disponibile și separat, în stare lichidă și, într-o mai mică măsură, sub formă de gel sau pastă, ce este mai ales adecvată reparațiilor.
Într-o mai mare măsură, fluxurile lichide sunt mai ales folosite pentru lipirea în val. În general, la adăugarea manuală a câtorva componente THT pe o placă deja echipată cu componente SMT, fluxul nu este, în general necesar, deoarece este deja inclus în sârma de lipire.
Merită menționat și faptul că multe fluxuri conțin și halogenuri, în special cele menite a lipi suprafețe ce nu sunt complet curate și pentru lipirea îmbinărilor mai groase (e.g. blocuri terminale motor, alternatoare, etc.). Se consideră că halogenurile au considerabile proprietăți de "curățare" și umectare, însă în concentrații mai mari pot fi corozive, așadar conținutul de halogenuri este întotdeauna ușor de identificat din clasificarea fluxului.
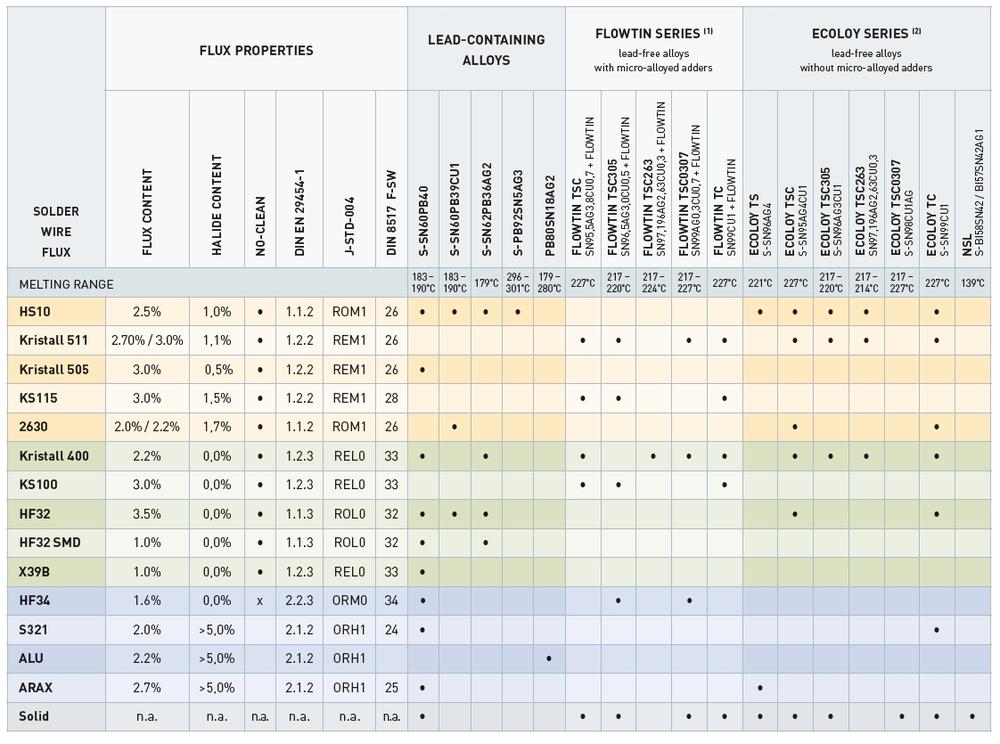
Fluxurile au, în mod normal, diferite nume de piață, e.g. HS10, KRISTALL 400, TELECORE HF 850 etc. În ceea ce privește efectul și proprietățile procesului, pot exista diferențe considerabile între fluxuri din aceeași clasificare, însă provenite de la producători diferiți. Puteți citi despre diferitele tipuri de fluxuri și despre etichetarea acestora pe website-ul nostru, în articolul
"Găsiţi aliajul de lipit potrivit pentru dumneavoastră".
Cum se reflectă informațiile privind fluxul în numele sârmei de lipit?
După citirea acestor rânduri, este clar că numele complet al sârmei de lipit constă întotdeauna în numele (comercial) al fluxului și compoziția aliajului, posibil procentul fluxului, cum ar fi KRISTALL 400 Sn96.5Ag3Cu0.5, 2.2%
Toate lipiturile se distribuie în același fel?
După cum știm, PCB-urile lipite manual sunt, de obicei, contaminate cu reziduuri de flux, conținute în sârma de lipire, dat fiind că multe fluxuri pot împroșca la câțiva centimetri de jur-împrejurul îmbinării. Cu toate acestea, pe piață există deja mai multe tipuri de fluxuri cu împroșcare redusă. "Împroșcare redusă", fumuri reduse, precum și o cantitate mică de reziduuri translucide și nelipicioase. Printre cele mai cunoscute e numără
Kristall 400, Kristall 511, Trilence, Telecore HF 850 și altele.
Așadar, avem sârma de lipit adecvată, haideți să lipim...
A avea o sârmă de lipit adecvată și suprafețe (componente) curate (neoxidate) sunt cerințe esențiale pentru a obține conexiuni bune. Bineînțeles, există, în continuare, un "minim" tehnologic ce trebuie respectat pentru a obține rezultatul perfect.
Stația de lipire
În principiu, este de ajuns să te poți baza pe vârf că va avea temperatura fixată, cu o abatere cât mai mică posibil. În același timp, transferul de căldură de la elementul de încălzire la vârf trebuie să fie cât mai bun posibil. În practică, aceste cerințe simple în aparență sunt satisfăcute numai de sârme de lipit de calitate, de la producători de renume. A obține cel mai bun transfer de căldură la vârf și mai apoi la îmbinarea lipită reprezintă provocarea adevărată.
De ce este atât de dificil să supraîncingem o conexiune, chiar și atunci când display-ul ne afișează 380’C, adică cu 150’C mai mult decât temperatura de lipire fără plumb?
E posibil să știți răspunsul – din cauza puterii reduse, sau mai adesea – din cauza transferului insuficient de căldură de la elementul de încălzire la vârf și mai apoi la îmbinare. Zona din cupru prezentă de jur împrejurul îmbinării, găurile perforate, materialul PCB-ului, prizele, toate acestea reprezintă masa pe care vârful trebuie să o încălzească peste temperatura de topire a sârmei de lipire și, mai mult decât atât, acestea se comportă ca niște răcitoare în miniatură, cu bune proprietăți de disipare a căldurii în timpul lipirii.
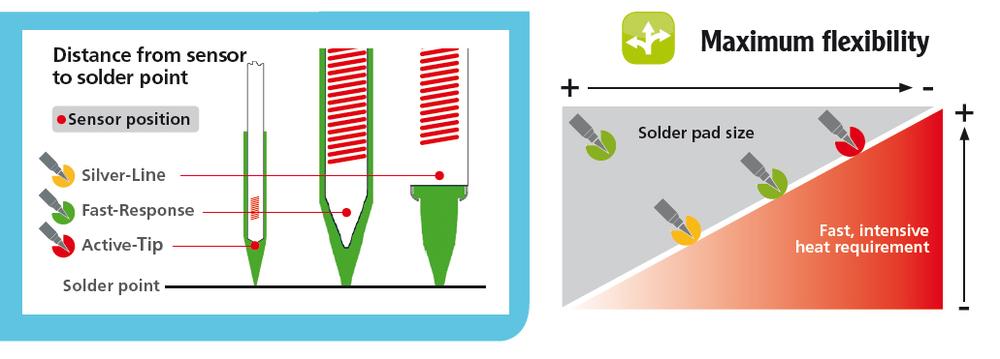
Fig. fotografie în spectrul infraroșu ce prezintă transferul de căldură de la vârf la îmbinare. Transferul de căldură de la elementul de încălzire la vârf reprezintă o caracteristică pe care nu o putem influența, însă alegerea corectă a stației sau a ciocanului de lipire e posibil să fie utilă. Fiecare producător serios, cum pentru compania noastră s-a dovedit a fi Weller, oferă o comparație a modelelor sale și un tabel de selecție în funcție de dimensiunea îmbinărilor.
Însă, ce putem influența este alegerea corectă a vârfului. În principiu, vârful trebuie să fie aproximativ la fel de mare ca și îmbinarea lipită. În alte cuvinte, trebuie să fie cât de mare permite o îmbinare anume. Cu cât este mai bun transferul de căldură de la elementul de încălzire la vârf, cu atât putem folosi o temperatură mai mică. Iar acest lucru reprezintă un avantaj masiv, după cum vă vom arăta mai jos...
Din punct de vedere material, cele mai bune proprietăți termoconductoare sunt prezente la vârfurile scurte și groase. Bineînțeles, elementul activ în sine poate fi relativ subțire, astfel încât să poată fi folosit cu ușurință e.g. pentru lipirea pieselor 0603 sau 0402 SMT.
Aceasta este, probabil cea mai importantă regulă pentru alegerea unui vârf de lipire. Practica ne învață că cea mai bună alegere este, de obicei, un vârf scurt conic, cu o parte activă plată, relativ subțire, sub formă de daltă. Un exemplu de un astfel de vârf este tipul LT A Weller.
De ce este de preferat să nu coacem vârful prea mult?
După cum știți, chiar și îmbinările de aceeași dimensiune au cerințe de căldură semnificativ diferite. De obicei, cele mai rele sunt legăturile de împământare, cu o suprafață mare din cupru de jur-împrejur, cu îmbinări filetate prin gaură (denumite căi), în special în plăcile multistrat.
Vârfurile subțiri și lungi nu ne ajută, de obicei, în astfel de cazuri, deoarece ele nu pot aduce suficientă căldură conexiunilor. Așadar, operatorul se "ajută", deseori, stabilind o temperatură mai ridicată. Temperaturile de peste 380-400 °C sunt considerate temperaturi mari pentru lipirea de lungă durată. La aceste temperaturi, vârful și materialul din vârf oxidează foarte repede, necesitând a fi curățate relativ frecvent, iar durata de viață a vârfului, precum și a elementului de încălzire din mâner sunt semnificativ scurtate.
În același timp, în cazul în care operatorul dorește să "își facă viața mai ușoară și să își sporească productivitatea" și lipește îmbinări THT mai mari, precum și componente SMD în miniatură (cu același vârf) fără a schimba temperatura vârfului, conexiunile mici cu cerințe de căldură reduse sunt expuse la un șoc termic nenecesar.
În contrast, vârful mai gros și mai scurt, împreună cu o tehnologie bună pentru transferul temperaturii de la elementul de încălzire la vârf, permit folosirea temperaturii de 330-360 °C (uneori chiar mai mică) pentru aceleași îmbinări, în timp ce durata de viață a vârfurilor și a elementelor de încălzire este semnificativ mai mare. Vârful nu oxidează la fel de repede, așadar nu trebuie să îl curățăm la fel de repede, iar componentele au parte de un șoc termic mai mic. Și, ca bonus, avem o cantitate redusă de fumuri și de împroșcare cu flux de la sârma de lipire.
De ce trebuie să curățăm vârfurile de lipire?
Dacă avem un vârf nou și atingem sârma de lipit cu el, materialul se va distribui foarte frumos pe tot vârful. După ceva timp de cositorit, o porțiunea a punctului ce nu atinge îmbinările va fi, în general, acoperită cu un strat de oxizi și reziduuri de flux, iar zona pe care "se ține materialul" devine din ce în ce mai mică. Într-un caz extrem, în care întregul vârf este deja oxidat, nu vom mai putea ține materialul pe acel vârf. Deși va avea în continuare capacitatea de a topi materialul, acesta va sări departe de el, de parcă ar fi impregnat…
Așadar, trebuie să curățăm vârful. La început, cu delicatețe, de preferat prin curățare uscată, folosind un burete din alamă, care de obicei face parte din suportul mânerului. Ca alternativă, puteți folosi un burete ușor umezit. Dacă nu este suficient, un ajutor masiv ne oferă așa-numitul regenerator de varf, e.g. Weller tip activator, care curăță și cositorește vârful într-un singur pas.
Cu toate acestea, chiar și aceste regeneratoare de vârf pot acționa numai asupra unui anumit nivel de poluare. Dacă vârful este foarte murdar, numai curățarea mecanică delicată și precisă poate fi soluția (există, de asemenea, perii fine speciale și pietre abrazive, e.g. Weller WDC 2 kit ....).
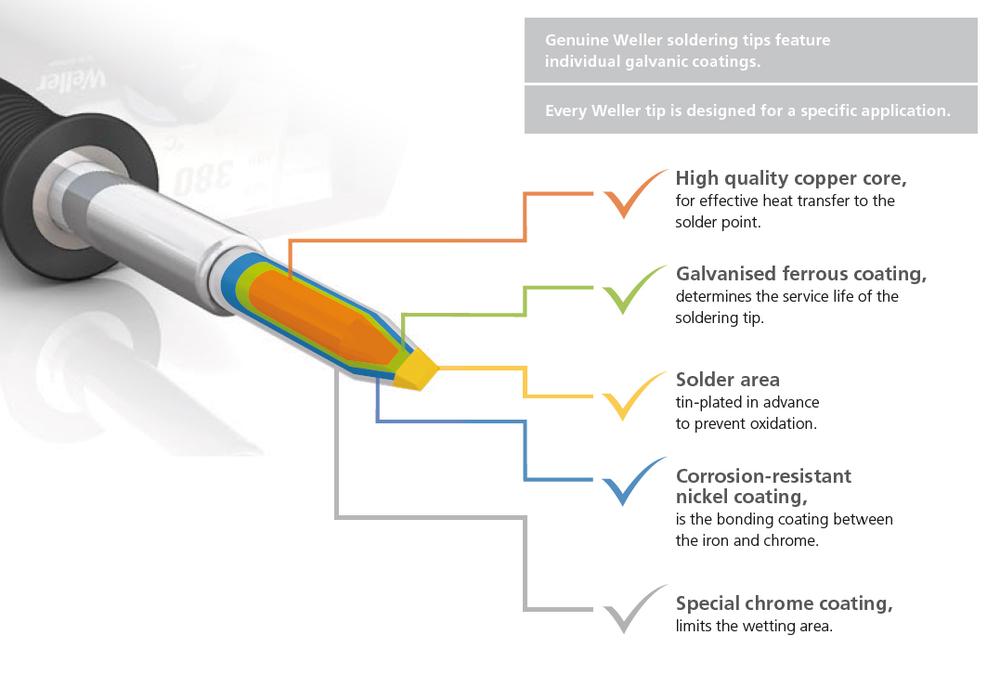
Miezul este, în general, fabricat din cupru și un strat de fier și apoi nichel. Dacă suprafața exterioară este deteriorată, sau are chiar o mică adâncitură în vârf, nimic nu îl mai poate repara și trebuie înlocuit. Merită reținut faptul că grosimea stratului de nichel și construcția vârfului sunt destul de diferite în funcție de diferiții producători, iar în marea majoritate a cazurilor, vârfurile producătorilor originali au cea mai mare durată de viață.
Pot preveni în vreun fel oxidarea vârfului?
Prevenirea totală nu este posibilă, însă o putem reduce semnificativ. O metodă simplă și foarte eficientă este păstrarea unei cantități mici de material pe vârf. Asta înseamnă că ori de câte ori luăm o pauză de la lipire, punând mânerul în suport, dar fără a opri procesul de lipire sau a trece în modul standby, este bine să aplicăm o bucățică de material pe vârf. Acest material se va deteriora în câteva minute, dar își va face treaba ca strat de protecție pentru vârf. Astfel, înainte de a începe să lipim, este suficient să ștergem vârful cu un burete din alamă și vom avea un vârf curat cu o umectabilitate bună.
De asemenea, a avea un vârf curat reprezintă un mare plus și în ceea ce privește schimbul termic mai sus menționat, deoarece un vârf murdar care ține material doar pe o suprafață mică din vârf are o suprafață de contact semnificativ mai mică pentru transferul de căldură de la vârf la îmbinare.
Cât timp ar trebui să încălzesc placa cu circuite?
Începătorii și amatorii nu se gândesc, de obicei, la timpul (durata) de lipire și nu au nicio problemă să lipească o îmbinare timp de până la 5-10 secunde. Bineînțeles, vorbim deja de o perioadă de timp destul de lungă. Pe de altă parte, întâlnim de multe ori operatori plătiți-per-acțiune, adică plătiți la numărul de plăci cu circuite finalizate într-o anumită perioadă de timp. De obicei acești profesioniști au tendința de a scurta timpul la minim, chiar și sub 1 secundă uneori, cu costul lucrului la temperaturi de lucru foarte mari, scurtarea timpului de viață a vârfului și a materialului și, în special, supunând componentele la un șoc termic foarte mare. Ca rezultat, aceste îmbinări vor avea o calitate tehnologică mai redusă.
Adevărații profesioniști își au, deja, propriul proces dovedit și cu siguranță că printre dumneavoastră - cititorii, se găsește un tehnolog de la o companie EMS care are această problemă gestionată până la ultimul detaliu. Pentru cei mai puțin experimentați, putem spune că durata de timp recomandată în care vârful să atingă îmbinarea este de 1.5-3 secunde.
Dacă este necesar să încălzim îmbinarea mult mai mult timp, atunci probabil temperatura este prea mică sau, și mai probabil, vârful / puterea nu este adecvat/ă pentru îmbinarea în cauză.
Dacă suntem în căutarea graficului temperatură / timp pentru lipirea prin recristalizare, vom descoperi că componentele SMT pot suporta destul de mult. În special dacă lucrăm în deosebi cu componente SMT, putem spune că acestea pot fi mai stresate de șocul termic cauzat de un vârf prea fierbinte (creșterea extrem de abruptă a temperaturii unei componente într-un timp foarte scurt) decât de lipirea pentru un timp mai îndelungat la o temperatură rezonabilă.
Ce se întâmplă dacă nu pot obține suficientă căldură de la un vârf scurt și gros?
Evident, în acest caz, căldura furnizată de ciocanul / stația de lipire nu este suficientă. Altfel spus, avem nevoie de un ciocan / o stație de lipt mai puternic/ă.
În practică, de exemplu, există o diferență destul de mare între instrumentele obișnuite de 80W (precum Weller
WSP80) și instrumentele de 120 / 150W precum e.g.
WXP120.
În orice caz, mai există un dispozitiv util – placa de încălzire (inferioară). Mulțumită plăcii de încălzire, putem încălzi întregul PCB până la o anumită temperatură, care este complet sigură pentru celelalte componente de pe PCB și astfel putem reduce considerabil nevoia de a folosi un instrument de lipit puternic.
Dacă încălzim placa până la numai 100-120'C, vom descoperi că putem lipi fără probleme chair și îmbinări de împământare cu o suprafață mare de cupru de jur împrejur. În plus, placa de încălzire reduce șocul termic la care sunt supuse componentele, făcând din aceasta un accesoriu foarte convenabil pentru lipirea manuală.
Mai putem face și altceva pentru a spori durata de viață a vârfurilor și a stației de lipire?
Da. În cazul în care ciocanul de lipit permite acest lucru, noi recomandăm folosirea oricărui mod de economisire a energiei (mod de reducere a temperaturii) atunci când nu lipim. De exemplu, atunci când reducem temperatura vârfului, în timpul pauzei, până la 150 °C, practic eliminăm formarea oxizilor în timpul perioadei de inactivitate, menținând, în același timp o temperatură suficient de mare astfel încât trecerea la 350°C să fie considerabil mai rapidă decât în cazul în care am fi pornit de la temperatura camerei.
Anumite ciocane de lipit folosesc sisteme de monitorizare a energiei, care trec în mod de economisire a energiei, iar o parte au stand microswitch (sau puteți achiziționa un astfel de stand separat, de exemplu, WDH10T) și un senzor de mișcare de ultimă generație în mâner (de exemplu, întreaga serie de mânere WX și Weller WTP90).
În principiu, dacă respectăm aceste condiții de bază, suntem pe drumul cel bun spre a obține îmbinări de bună calitate:
- alegerea unei sârme de lipire adecvată, cu o compoziție metalică bună, precum și un bun conținut și tip de flux
- lipirea suprafețelor / prizelor curate și neoxidate
- dacă suprafața de lipit nu este ideală, se poate folosi un flux mai agresiv, dar cel mai probabil va fi necesară curățarea PCB-ului de reziduuri
- folosirea unei stații de lipire de calitate, cu un sistem bun de măsurare a temperaturii și un bun transfer termic de la elementul de încălzire la vârf
- folosirea celui mai mare și mai scurt vârf ce poate fi folosit pentru tipul de îmbinare în cauză
- în multe cazuri, placa de încălzire (inferioară) poate fi un ajutor miraculos pentru lipirea îmbinărilor problematice care necesită temperaturi ridicate
- vârfurile producătorilor originali sunt, de cele mai multe ori, mult mai bune și mai economice, ca rezultat al duratei lor de viață mai mare
- nu folosiți temperaturi excesive de lipire pentru a compensa alegerea greșită a vârfului
- mențineți vârful de lipire curat și cositorit întotdeauna
Considerăm că informațiile pe care vi le-am oferit vă vor ajuta să lipiți mai bine ca înainte. Dacă aveți și alte întrebări pe care nu le-am menționat în articol, ne-ar face plăcere să vă oferim un sfat la info@soselectronic.com sau am putea să vă oferim training direct, în cazul în care sunteți clientul nostru.
“Prin training, am obținut o perspectivă reală asupra modului în care activitățile individuale de cositorire manuală sunt legate. Demonstrații – aplicarea unei temperaturi prea mari sau prea mici în timpul procesului de cositorire a fost un exemplu foarte bun pentru angajații noștri și, în ciuda experienței noastre îndelungate în cositorire, am primit o nouă perspectivă asupra procesului de cositorire, având astfel șansa de a ne îmbunătăți procesle de fabricație. ”Qess s.r.o.
“Operatorii au fost pe deplin satisfăcuți de formatul și conținutul trainingului. Mulțumită trainingului am reușit să ne îndrumăm angajații cu privire la procesul de lipire, precum și utilizarea și întreținerea stațiilor de lipit. În rapoartele noastre am observat o diminuare a numărului de rebuturi datorate joncțiunii la rece sau a scurtcircuitelor. Avem mulți angajați noi și ne gândim să apelăm din nou la acest training pentru a aduce toată echipa la același standard.” GE Energy Slovakia s.r.o.
Articolul a fost actualizat la 06.01.2022. Articolul original a fost publicat pentru prima dată în 03.05.2019.
Atunci cînd publicaţi un articol pe site-ul dvs., vă rugăm să oferiţi sursa acestuia: https://www.soselectronic.com/ro/articles/weller/sfaturi-practice-pentru-o-lipire-manuala-eficienta-si-de-calitate-2297


















 WELLER")

 WELLER")
 TOOLCRAFT")

 WELLER")

 TOOLCRAFT")
 IDEAL-TEK")
 TOOLCRAFT")
 WELLER")


 ALPHA")



 TOOLCRAFT")