The solder matters, it is an undisputable fact confirmed daily in a development and production of electronics. Hand soldering of prototypes, automated machine soldering, soldering of small SMT components or on the in contrast soldering of big joints of massive connectors, rework, … all that wants a solder optimized for a given usage.
As we know, features of a solder wire are determined by an alloy itself (PbSn xx, SnAg xx, ...) but in a considerable extent also a flux used. A flux has a big influence mainly on a soldering process, spreading of solder (often even on partially oxidized surfaces), spitting at hand soldering, etc. That´s why despite of often similar specification (according to datasheets), it is still possible to see considerable differences among solders after all. Besides the most important parameters like composition of alloy and flux properties, some features (like spitting and solder spreading) can be really evaluated only at working with a given type.
Over 130-years experience of German company Stannol give a guarantee, that in their portfolio can be found a type suitable even for your work. In a Stannol catalogue can be found favourite “universal” types suitable for the most types of works in electronics and electrotechnics (for example HS10, HF32, Kristall 400) but also specialized types suitable even for soldering of poorly solderable surfaces.
The principle of Stannol products marking is in it, that they are marked by a flux type (HS10, HF32,...) and by an alloy used (Snxx, SnPb,...). A solder wire is available in many combinations flux / alloy , that´s why it is suitable look at their properties in detail and then to choose a suitable type. On stock we keep the most favorite types with fluxes HS10, HF32 or 2630, suitable for majority of joints.
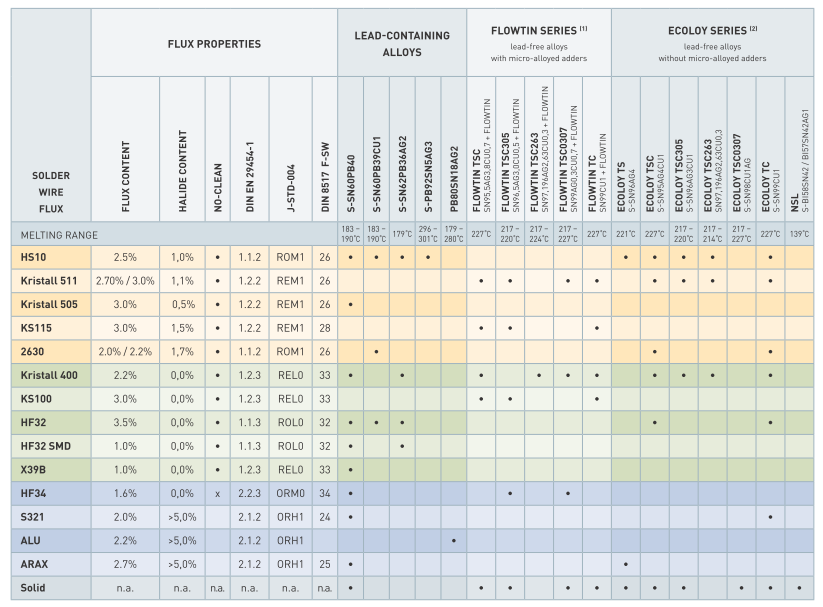
● HS10 - no-clean flux containing halides, based on a natural resin (colophony). Outstanding properties regarding spreading and electrically safe residues. The flux is non-corrosive on non-ferrous materials. The most popular type for electronic industry.
● HF32 no-clean halide-free flux with an activated resin (colophony). Outstanding combination of high activity, good wetting properties and small amount of residues. Residues are transparent, hard, dry and non-corrosive. Very suitable even for SMT components, high reliability of joints.
Special version HF32 SMD features even lower flux content and leaves minimum residues, that´s why it´s very suitable even for rework, manual adding of components to PCB and similar.
● 2630 - the most active no-clean flux containing halides. Usable even on places where HS10 is not sufficient. Ideal for surfaces with poor solderability as well as for soldering of bigger joints (thicker copper wires etc.).
Upon request, we´re able to provide you with another types from Stannol production, for example Kristall 400 - no-clean halide-free flux with synthetic resins, with transparent residues and good activity, able to provide excellent soldering results. In general, fluxes, which contain halides are more active and at soldering they feature better wetting. On the other side halide-free fluxes are more safe in respect of possible corrosion around a solder joint and modern fluxes already have very good wetting properties. Normally, neither halide fluxes marked as “no-clean” don´t cause corrosion around a solder joint but at certain circumstances (for example devices intended for very humid conditions) it may be necessary to wash soldered joints from flux residues.
Detailed information will provide you the attached table as well as Stannol catalogue, overview of Stannol soldering materials, overview of Stannol solder wires and overview of soldering fluxes standards.
For detailed information we recommend you to contact our sales agents, which will be pleased to help you at choosing the right type.
It´s also possible to contact us on a well-known address info@soselectronic.com.
Do not miss these articles
Do you like our articles? Do not miss any of them! You do not have to worry about anything, we will arrange delivery to you.

 STANNOL")
 STANNOL")
 STANNOL")
 STANNOL")
 STANNOL")
 STANNOL")
 STANNOL")

 STANNOL")
 STANNOL")
 STANNOL")


 STANNOL")
 STANNOL")
 STANNOL")



 STANNOL")
 STANNOL")


